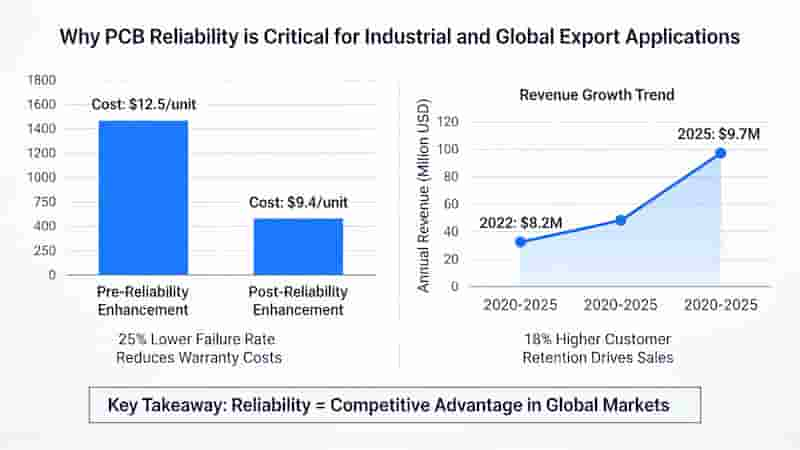
PCB reliability ensures stable performance, long service life, and safety for PCBA and end products. High‑reliability PCBs reduce failures, lower costs, and strengthen global market competitiveness.
What Is PCB Reliability?
Reliability means a product can consistently perform its intended function under defined conditions and within a specified lifetime. For end products, higher reliability directly means stronger user protection.
PCB reliability describes the ability of a bare printed circuit board to support PCBA assembly requirements and maintain stable electrical and mechanical performance in specific operating environments over a long service life.
A high‑reliability PCB acts as a stable carrier to ensure long‑term stable operation of PCBA, which safeguards the safety, stability, and lifespan of end products. This helps enterprises improve competitiveness, enhance brand reputation, expand global market share, and maximize economic benefits.
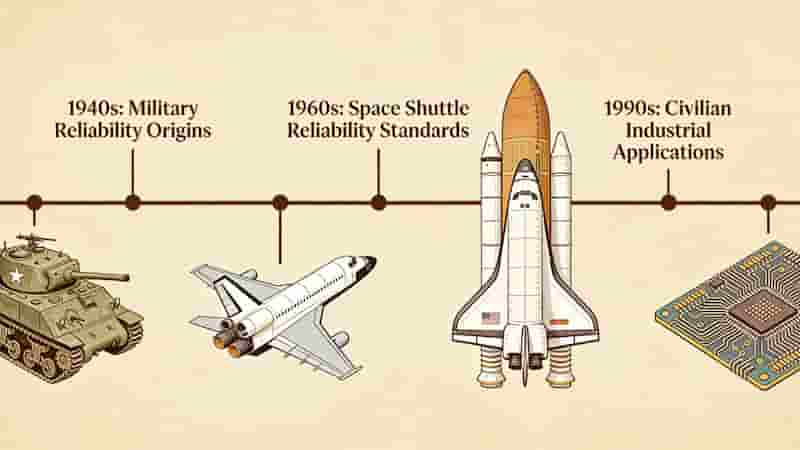
History & Evolution of Reliability Engineering
Reliability science originated in the military sector and gradually expanded to global civilian industries.
In the 1950s, during the Korean War, about 50% of U.S. military electronic equipment failed during storage, and 60% became inoperable after deployment. High maintenance costs and mission failures pushed the United States to establish the first professional reliability organizations.
In 1949, the Radio Engineers Society created the first Reliability Technology Group. In 1950, the U.S. government launched the Special Committee on Electronic Equipment Reliability, uniting military, manufacturers, and academia for systematic research. Results were first applied in aerospace and military electronics.
The 1960s brought rapid growth in aerospace and avionics, with formal reliability design and testing standards widely adopted. In 1965, the U.S. released official system reliability guidelines, integrating reliability into full‑cycle R&D and production.
By the mid‑1970s, reliability became a core method to reduce life‑cycle costs for defense systems, driving rapid advances in failure analysis and testing technology.
Since the 1990s, reliability engineering has expanded from military to civilian sectors including electronics, automotive, energy, medical, and industrial control. ISO 9001 and other quality systems formally integrated reliability management as a mandatory requirement.
Today, reliability is no longer optional—it is a universal industry standard and a core strategy for global business success.
Why PCB Reliability Deserves Serious Attention
Major industrial disasters and business failures have repeatedly proven that weak reliability leads to catastrophic losses.
In 1986, the U.S. Challenger space shuttle exploded 76 seconds after liftoff, claiming seven lives and causing $1.3 billion in losses—all due to a tiny component failure.
Official statistics show that over 90% of external failure costs stem from PCBA reliability breakdowns. For energy, transportation, medical, industrial control, and communications equipment, improving reliability by just 1% can reduce overall costs by nearly 10%.
High‑reliability PCBs and PCBA drastically cut maintenance expenses, minimize downtime losses, and better protect assets and human life.
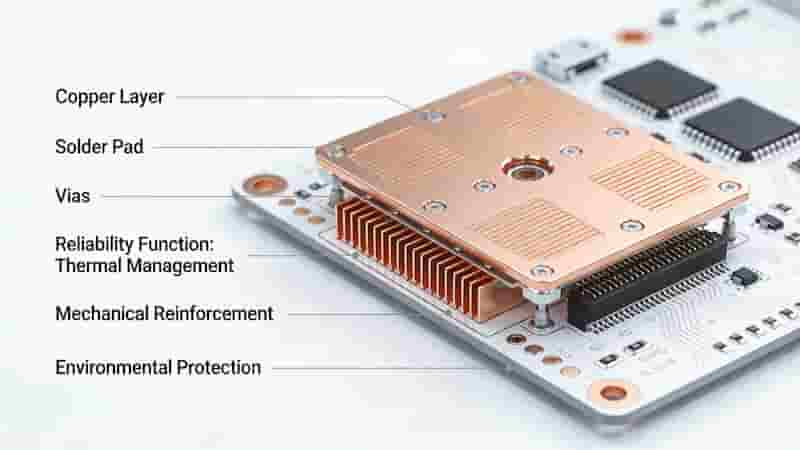
As a core carrier and signal hub for electronic components, PCB reliability directly defines the quality and stability of electronic packages. Driven by miniaturization, high‑frequency, high‑speed, lead‑free, and halogen‑free environmental trends, PCB reliability requirements continue to rise globally.
| Item | Low‑Reliability PCB | High‑Reliability PCB |
|---|---|---|
| Failure Rate | High | Extremely Low |
| Maintenance Cost | Very High | Low |
| Service Life | Short | Long & Stable |
| Global Market Competitiveness | Weak | Strong |
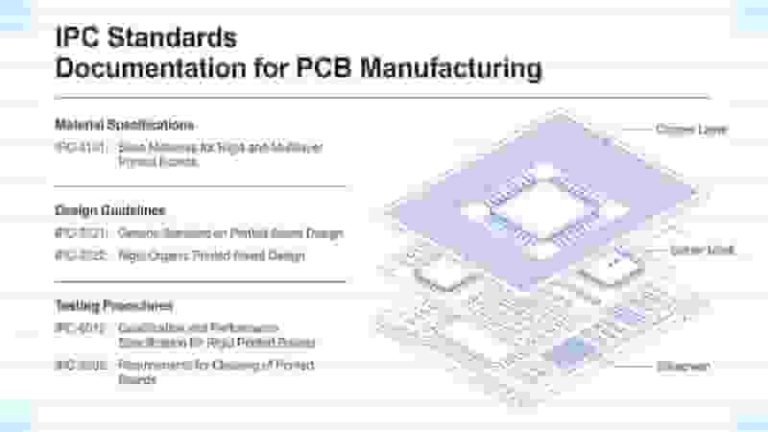
How to Evaluate High‑Reliability PCB
High reliability is a systematic discipline combining engineering technology and management. Stable production of high‑reliability PCB requires full control over design, materials, processes, equipment, environment, and quality systems.
1. Prevention Mechanism
- Engineering Design: Customer requirement alignment, DFM standards, process capability control, automated production
- Manufacturing Process: Standardized workflow, full‑process control targets, operational discipline
- QC Management: Clear quality standards, complete quality assurance system
2. Process & System Management
- Quality Certifications: IATF16949, ISO9001, UL, RoHS, CQC
- DFM Engineering: Stackup, impedance, line width/spacing, aperture, copper thickness
- Material Control: Supplier audit, incoming inspection, material storage management
- Process Technology: Stable parameters, chemical control, first article approval
- Equipment: Calibration, preventive maintenance, daily inspection
- Environment: Dust‑free, constant temperature/humidity, clean production
- Quality Monitoring: IQC, IPQC, FQC, OQC, reliability verification
3. Quality Assurance & Testing
- Real‑time yield monitoring & quality consistency
- MTBF (Mean Time Between Failures) verification
- Thermal, mechanical, insulation, and welding performance testing
- CAF resistance, thermal shock, IST, impedance, and signal integrity tests

Conclusion
PCB reliability is the foundation of safe, stable, and long‑lived electronic products. For global industrial buyers and export enterprises, prioritizing high‑reliability PCBs reduces risks, lowers total cost, and builds sustainable market advantages.
We focus on designing and manufacturing high‑reliability PCBs that meet international standards for automotive, industrial, medical, energy, and communication applications. Our full‑process quality control and reliability testing ensure stable performance for your most critical projects.
Partner for Reliable PCB Solutions
Request a free quote, reliability test report, or custom DFM review for your project.
Get Reliable PCB Quote Now